تعریف لحیم کاری
اتصال دو قطعه فلزی را با استفاده از فلز مذاب سوم لحیم کاری می گویند. فلز مذاب پس از سرد شدن دو قطعه فلزی مورد نظر را محکم به هم متصل کرده و در کنار هم نگه می دارد. از طرفی به علت رسانا بودن ارتباط الکتریکی قطعات را نیز حفظ می کندو لحیم کاری به طور گسترده در صنایع الکتریکی و الکترونیکی کاربرد داشته و تمامی قطعات روی بردهای الکترونیکی بکار رفته در وسایل مختلف به وسیله لحیم کاری تولید می شوند.
در هنگام تعمیرات این وسایل و بردهای آن ها نیز اکثرا باید قطعه معیوب از برد جدا شده و قطعه سالم مجددا بر روی برد لحیم گشته و جایگزین گردد. از این رو مهارت لحیم کاری یکی از مهارت های پایه برای هر تعمیرکار لوازم الکترونیکی به حساب می آید.
لحیم کاری دقت بسیار بالایی نیاز داشته و با تمرین و ممارست این مهارت در فرد تعمیرکار بالا رفته و سرعت عمل و نیز دقت کار تعمیرکار بالاتر می رود.
اتصال دو قطعه فلزی را با استفاده از فلز مذاب سوم لحیم کاری می گویند. فلز مذاب پس از سرد شدن دو قطعه فلزی مورد نظر را محکم به هم متصل کرده و در کنار هم نگه می دارد. از طرفی به علت رسانا بودن ارتباط الکتریکی قطعات را نیز حفظ می کندو لحیم کاری به طور گسترده در صنایع الکتریکی و الکترونیکی کاربرد داشته و تمامی قطعات روی بردهای الکترونیکی بکار رفته در وسایل مختلف به وسیله لحیم کاری تولید می شوند.
در هنگام تعمیرات این وسایل و بردهای آن ها نیز اکثرا باید قطعه معیوب از برد جدا شده و قطعه سالم مجددا بر روی برد لحیم گشته و جایگزین گردد. از این رو مهارت لحیم کاری یکی از مهارت های پایه برای هر تعمیرکار لوازم الکترونیکی به حساب می آید.
لحیم کاری دقت بسیار بالایی نیاز داشته و با تمرین و ممارست این مهارت در فرد تعمیرکار بالا رفته و سرعت عمل و نیز دقت کار تعمیرکار بالاتر می رود.
اقدامات پیش از لحیم کاری
قبل از شروع به لحیم کاری لازم است یک سری اقدامات توسط تعمیرکار صورت پذیرد. با هم این اقدامات را مرور می کنیم. تعمیرکار باید قبل از لحیم کاری نوک مناسب را برای هویه در نظر گرفته و نصب کند. همچنین نوک هویه را حسابی تمیز کرده و آن را از گونه گرد و خاک و چربی و نیز قطعات باقیمانده از لحیم کاری قبلی تمیز نماید. نوک هویه را می توان با استفاده از برس نرم به آهستگی تمیز کرد و همچنین برای تمیز کردن آن از اسفنج های آغشته به تینر استفاده کرد. هر چه نوک هویه تمیزتر باشد کیفیت لحیم کاری نیز بالاتر خواهد رفت. هر گونه مواد زائدی بر روی نوک هویه باعث ایجاد ناخالصی در لحیم کاری شده و اتصال قطعات به صورت کامل صورت نمی گیرد.
قبل از هر گونه کاری تعمیرکار باید دستبند آنتی استاتیک را به مچ خود بسته و انبرک انتهای آن را به یک منبع ارت وصل کند تا تمام بارهای الکریکی بدن تعمیرکار تخلیه گردد.
در مرحله بعدی هر گونه اتصال به منبع تغذیه را از برد جدا می کنیم. باتری لپتاپ باید حتما از دستگاه جدا شود. اگر لپ تاپ مجهز به باتری داخلی است حتما باید اتصالات باتری جدا شده و باتری از دستگاه جدا شود. اگر برد دارای باتری بر روی خود باشد باید باتری آن را جدا شود. اگر برد دارای باتری بر روی خود باشد باید باتری آن را جدا کنیم. تمیزکاری باید در مورد برد و همچنین قطعاتی که قرار است لحیم گردند صورت پذیرد. با استفاده از بُرُس و نیز اسپری خشک و یا تینر ابتدا برد را با دقت تمیز کرده و هر گونه گرد و غبار و آلودگی را از روی آن پاک می کنیم. برد را قبل از لحیم کاری با دقت خشک می کنیم. برای خشک کردن می توان از حرارت پایین هیتر استفاده کرد. قطعاتی را نیز که قرار است بر روی برد لحیم کنیم با همان روش تمیز می کنیم. پایه های قطعات LMD رو با استفاده از اسفنج آغشته به تینر کاملا تمیز می کنیم. اگر در پایه های کجی و با پیچیدگی دیده می شود با استفاده از انبردست و دم باریک پایه های قطعات را کاملا صاف و مستقیم می کنیم.
در مورد قطعات SMD و آی سی ها نیز قسمت هایی که قرار است لحیم شوند را به دقت و با استفاده از مسواک و تینر تمیز می کنیم. جهت قرارگیری قطعات بر روی برد را کاملا چک کرده و قطعات را بر اساس جهت صحیح بر روی میز کار می چینیم. برد را در داخل گیره مناسب قرار داده و با استفاده از چراغ کار و یا لوپ نور مناسب را به برد می تابانیم. اگر قطعات خیلی ریز هستند حتما از لوپ برای لحیم کاری استفاده می کنیم. تا دقت کار بالا رود.
اگر قرار است با هویه لحیم کاری را انجام دهیم. ابتدا نوک مناسب برای هویه را انتخاب کرده و نصب می کنیم سپس هویه را داخل استند گذاشته و به برق می زنیم تا داغ شود. اگر با هویه سرد شروع به لحیم کاری کنیم معمولا سیم لحیم ذوب شده به پایه قطعات نمی چسبد. پایه قطعه را آغشته به روغن لحیم کرده و در سرواغ روی برد قرار می دهیم. اگر پایه از طرف دیگر برد بیرون می زند بهترین کار لحیم کاری پایه قطعه در پشت برد است. با توجه به قطعه ای که قرار است لحیم شود سیم لحیم مناسب را انتخاب می کنیم.
مراحل لحیم کاری بوسیله هویه
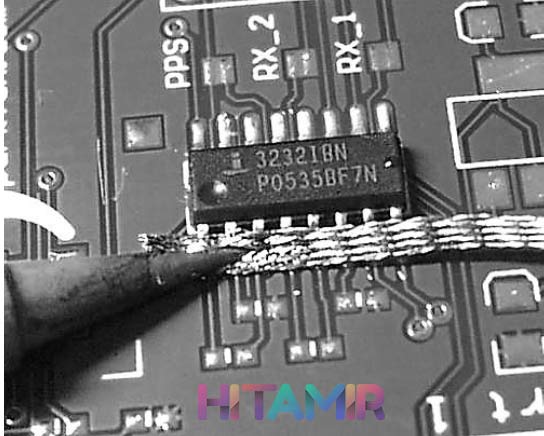
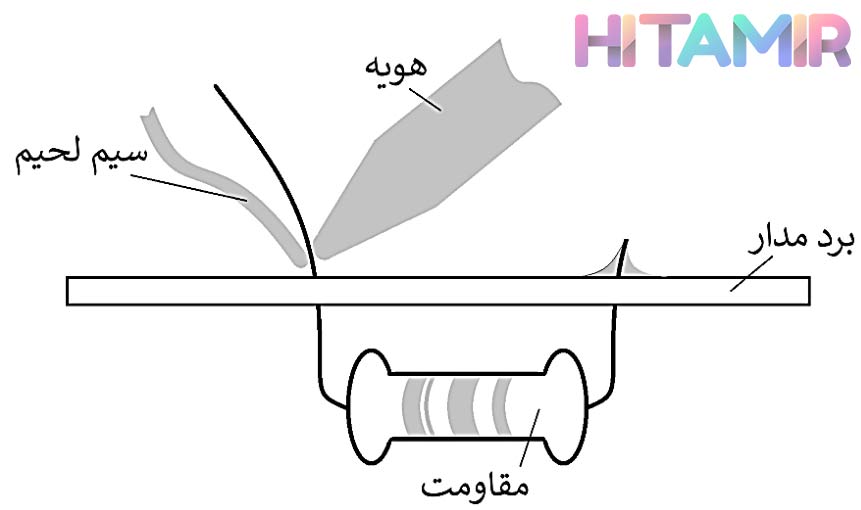
بعد از آماده سازی ابزار و قطعات ابتدا هویه داغ شده را به پایه بیرون آمده از برد نزدیک کرده تا پایه حسابی گرم گردد. همچنین نوک هویه را نزدیک برد گرفته تا برد نیم گرم شده و نیز روغن لحیم آغشته به قطعات به جوش بیاید. به آرامی سیم لحیم را از سمت مخالف نوک هویه به پایه نزدیک کرده و به پایه بیرون آمده و برد می چسبانیم. گرمای نوک هویه باید سیم لحیم را ذوب کند. با استفاده از نوک هویه مذاب را دور تا دور قطعه پخش کرده تا به حالت مخروطی در بیاید. میزان لحیم باید متناسب با اندازه پایه قطعه باشد. مسلما باید قطعات بزرگتر لحیم بزرگتری نیز نیاز است. نوک هویه را به آرامی از قطعات دور کرده و صبر می کنیم تا لحیم کاملا سرد شود. هویه را داخل استند گذاشته و برای لحیم قطعات دیگر آماده می کنیم. اگر در نزدیکی پایه مورد لحیم کاری قطعات دیگری وجود دارند باید دقت کامل انجام گرفته تا پایه های نزدیک به هم توسط باقیمانده لحیم کاری بهم اتصال پیدا نکنند.
هر چه فرآیند لحیم کاری سریعتر تمام شود مقدار کمتری سیم لحیم مصرف شده و کار تمیزتر به نظر می رسد. بعد از پایان کار دقت می کنیم که دور تا دور پایه را لحیم فرا گرفته و حالت مخروطی داشته باشد. در صورت استفاده از هویه ضعیف و یا سیم لحیم کوچک امکان شکستن لحیم بعد از کار بوجود داشته و از عمده ترین ایرادات لوازم الکترونیکی همین مورد می باشد که در بازار به لحیم سردی معروف است.
بعد از سرد شدن کار قطعه را با دست به آرامی تکان می دهیم. قطعه به هیچ وجه نباید درون برد حالت لقی داشته و تکان بخورد.
در صورت لق بودن و تکان خوردن پایه داخل برد باید لحیم کاری را مجددا انجام دهیم. پس از اینکه کار موفقیت آمیز انجام شد با استفاده از مسواک و تینر اطراف محل لحیم کاری را تمیز می کنیم.
ویدیو آموزش لحیم کاری
لحیم کاری قطعات LMD بوسیله هیتر
انجام لحیم کاری قطعات LMD با هیتر راحت تر می باشد. برای اینکار مراحل پیش از لحیم کاری مشابه حالت لحیم کاری بوسیله هیتر می باشد. هیتر را روشن کرده و دمای آن را بین 100 تا 150 درجه سانتی گراد تنظیم می کنیم. میزان باد را نیز بسیار کم کرده و در خارج از قطعه کار به آرامی دسته هیتر را روی کمی خمیر لحیم گرفته تا میزان حرارت و نیز قدرت ذوب کنندگی هوای خروجی را تست کنیم. باد نباید به شدتی باشد که لحیم ذوب شده را به اطراف پراکنده نماید. دمای هوای خروجی باید به اندازه ای باشد. که اگر بین 3 تا 5 ثانیه روی خمیر لحیم دمیده شود آن را ذوب کند. با چند بار آزمایش میزان دما و نیز شدت باد خروجی را می توانیم برای هر نوع خمیر لحیم های متفاوت تنظیم می کنیم.
قطعه LMD را روی برد قرار داده و پایه قطعه را از سوراخ تعبیه شده روی مدار رد می کنیم. در سمت مخالف برد در اطراف پایه بیرون زده مقدار مناسبی خمیر لحیم را با استفاده از یک اسپاتول کوچک پخش کرده و به سمت مرکز پایه جمع می کنیم.
به آرامی دسته هیتر را به برد نزدیک کرده و نازل آنرا به سمت پایه می گیریم و باد خروجی آن را به سرعت یکنواخت به اطراف پایه و روی خمیر لحیم می گیریم. با نزدیک کردن نازل شاهد ذوب شدن خمیر لحیم خواهیم بود. به محض اینکه خمیر لحیم ذوب شد بدون آنکه آن را به اطراف پخش کنیم حرارت را به سمت بالای پایه بیرون آمده ادامه می دهیم. حرارت از طریق پایه به خمیر ذوب شده انتقال پیدا کرده و باعث نفوذ مذاب لحیم به عمق بیشتر برد می شود. با دور شدن حرارت از پایه مذاب سرد شده و پایه به برد متصل می شود. دمای هیتر را به پایینترین درجه تنظیم کرده و صبر می کنیم تا هیتر خنک شده و سپس آن را خاموش می کنیم. بعد از سرد شدن کار با استفاده از تینر و مسواک اطراف محل لحیم کاری را تمیز می کنیم و آخرین ذرات روغن جا مانده از خمیر لحیم را نیز پاک می کنیم.
لحیم کاری قطعات SMD بوسیله هیتر
برای لحیم کردن قطعات SMD به برد حتما باید از هیتر استفاده نماییم. همانند مراحل قبلی ابتدا باید سطح برد کاملا تمیز باشد. با استفاده از چراغ و یا لوپ نور مورد نیاز را برای سطح کار آماده می کنیم. بسته به اندازه قطعه مورد نظر روی جایی از برد که قرار است لحیم کاری شود با استفاده از اسپاتول کوچک مقدار مناسبی خمیر لحیم زده و آن را با دقت پخش می کنیم. طوری که فقط روی قسمت مورد نظر خمیر قرار بگیرد. با استفاده از پنس قطعه را گرفته و با دقت بر روی خمیر لحیم و در سر جای از پیش تعیین شده قرار می دهیم. با استفاده از پنس کمی قطعه را به داخل خمیر لحیم سطح برد فشار داده تا قطعه به خمیر لحیم بچسبد. همانند قبل هیتر را تنظیم کرده و به آرامی نازل آن را به محل مورد نظر نزدیک می کنیم. با یک دست نازل را گرفته و با دست دیگر را پنس قطعه را در سر جای خود نگه می داریم. اگر قطعه کوچک است به جای اینکه چشم خود را به محل لحیم کاری نزدیک کنیم. از طریق ذره بین لوپ محل لحیم کاری را نظاره می کنیم.
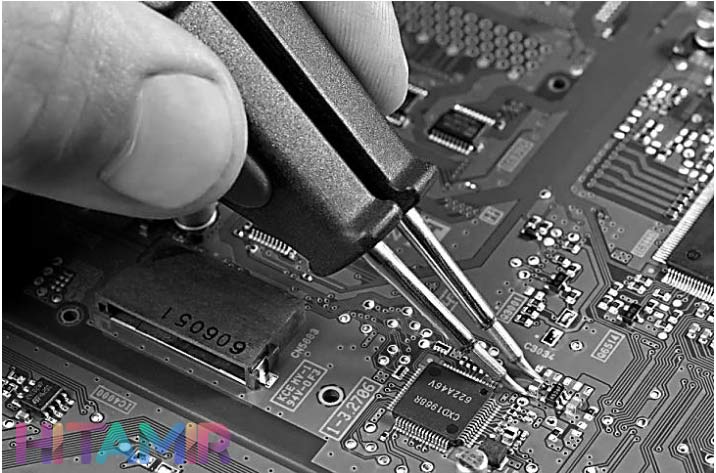
همزمان که قطعه را با پنس در سر جای خود نگه داشته ایم نازل را بر روی قطعه به طور یکنواخت می چرخانیم تا همزمان تمام موضع گرم شده و دما در سراسر قطعه یکنواخت شود. با بالا رفتن تدریجی دما در قطعه خمیر لحیم ذوب شده و روغن آن بخار می شود. از استنشاق بخارات حاصل از لحیم کاری به شدت پرهیز کنید. زمانی که خمیر لحیم ذوب شد دور پایه های قطعه را گرفته و باعث اتصال قطعه به برد خواهد شد. نازل را دور کرده تا دمای برد و قطعه پایین آمده و قطعه به برد لحیم شود.
مجددا دمای هیتر را به پایینترین درجه تنظیم کرده و صبر می کنیم تا هیتر خنک شده و سپس آن را خاموش می کنیم. پس از انجام موفقیت آمیز لحیم کاری با استفاده از مسواک تینر موضع را تمیز می کنیم.
جداکردن و نصب آی سی ها بر روی برد
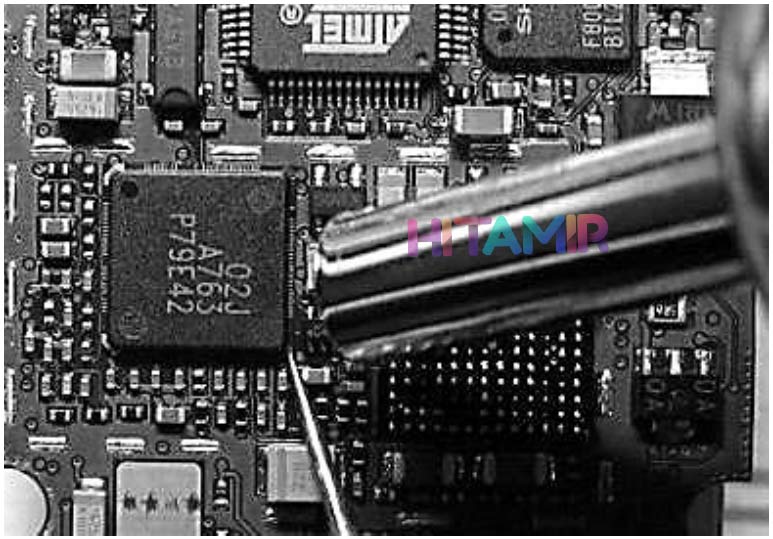
خیلی از اوقات پیش می آید که یک آی سی کار خود را به درستی انجام نمی دهد و باید از روی برد جدا شده و تست شود و در صورت نیاز تعویض گردد. برداشتن آی سی ها از روی برد بسیار ساده تر از نصب مجدد آن هاست. بردای برداشتن و جدا کردن آی سی ها از روی برد ابتدا با مسواک یا فرچه کوچکی روی سطح آی سی مورد نظر و اطراف آن را روی برد فلکس می زنیم تا همه جا آغشته به روغن فلکس گردد. سپس هیتر را تنظیم کرده و به آرامی نازل هوای گرم هیتر را به آی سی نزدیک می کنیم. به آرامی و یکنواخت تمام سطح آی سی را باد می گیریم تا دمای تمام سطح آی سی به طور یکنواخت بالا رود.
همزمان با پنس به آرامی آی سی را گرفته و تست می کنیم که آیا لحیم های پایه های آن ذوب شده و آی سی قابل جدا شدن هست یا خیر. با بالا رفتن به تدریج حرارت پایه های آی سی ذوب شده و آی سی از سطح برد جدا می شود. در این هنگام با استفاده از پنس آی سی را گرفته و آرام به سمت بالا می کشیم تا از برد جدا شود. دقت شود اگر در هنگام ذوب شدن لحیم های پایه آی سی، آن را به طرفین حرکت داده و بر روی برد کشیده شود باعث پخش شدن لحیم های مذاب بر روی برد شده و ممکن است پایه های آن را اتصال کوتاه کرده و به برد آسیب برساند. بعد از جدا ساز آی سی باید سطح برد از لحیم های باقی مانده تمیز گردد.
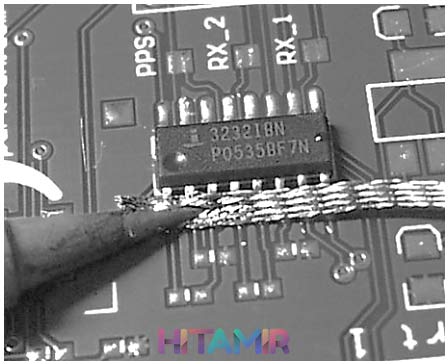
برای اینکار می توان از وکیوم و یا فیتیله مسی استفاده کرد. هیتر را روی دمای مناسب تنظیم کرده و شدت آن را پایین می آوریم. نازل را به آرامی به قطعات باقیمانده روی برد نزدیک کرده تا قطعه های باقیمانده از پایه های آی سی شروع به ذوب شدن کنند. با یک دست نازل را هدایت کرده و با دست دیگر فیتیله مسی را بر روی برد کشیده تا لحیم های ذوب شده را جذب نماید و برد تمیز گردد. این عملیات را تا آنجا ادامه داده که تمامی لحیم های باقی مانده از سطح برد جمع آوری شوند. بعد از جمع آوری لحیم های باقیمانده با استفاده از برس یا مسواک به همراه تینر برد را کاملا تمیز می کنیم. برای تمیز کردن باقیمانده پایه های روی آی نیز به همان طریق فوق عمل می کنیم. آی سی را بوسیله گیره ثابت نگه می داریم و مانند فوق با استفاده از هوای داغ هیتر و فیتیله مسی سطح زیرین آی سی را کاملا تمیز می کنیم و در پایان با استفاده از مسواک نرم و تینر سطح زیرین آی سی را کاملا تمیز می کنیم.
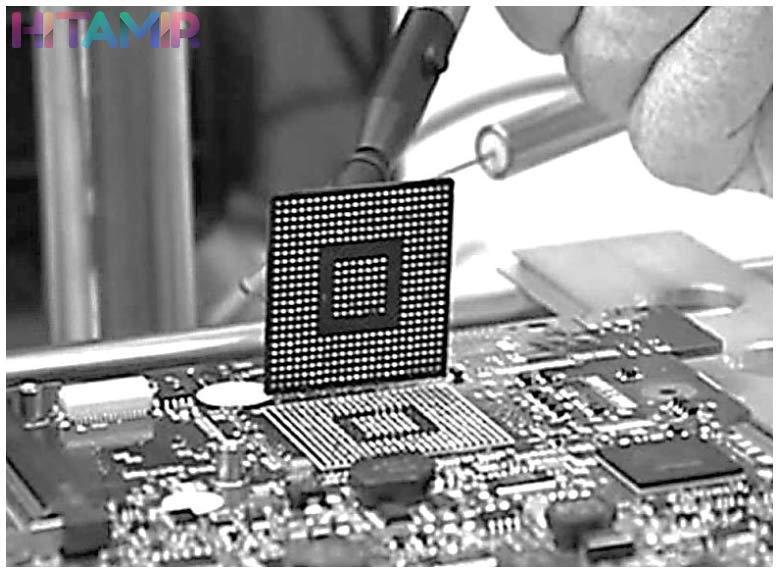
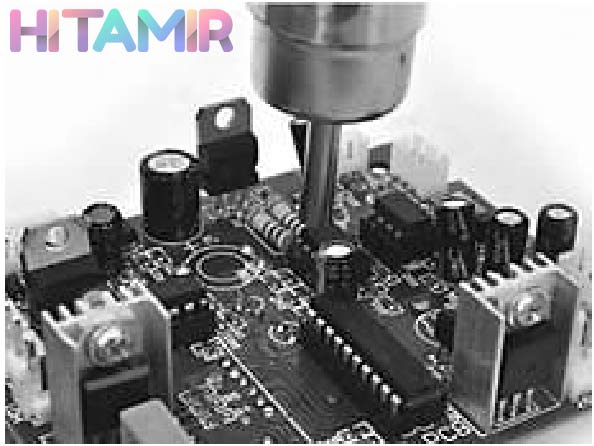
برای نصب آی سی بر روی برد اما مراحل متفاوتی را باید انجام دهیم. برای اینکار می توان در تعمیرگاه های کوچک از هیتر استفاده کرد. اما در تعمیرگاه های حرفه ای تر از دستگاه به نام BGI برای اینکار استفاده می شود که بسیار دقیقتر و استانداردتر این کار را انجام می دهد. از این رو هیچ هوای داغی دمیده نمی شود و نور به وسیله لنز ها دقیقا به جایی که مورد نظر تعمیرکار است تابیده و تمرکز می شود. از این رو به دستگاه های BGI در برخی جاها دستگاه IR هم گفته می شود. دستگاه های BGI انواع متفاوتی داشته و هر نوع تنظیمات و امکانات مخصوص به خود را دارند و معمولا هنگام خرید یک دوره مخصوص کار با آن مدل خاص دستگاه BGI توسط شرکت فروشنده دستگاه برای خریداران برگزار می شود. و مجموعه فیلم های آموزشی مورد نیاز هر مدل موقع فروش با آن تحویل داده می شود.
در این بخش یک دید کلی به دستگاه BGI و نصب آی سی توسط آن پیدا می کنیم اما توانایی و مهارت کار با آن منوط به تمرین زیاد در محیط عملی می باشد.
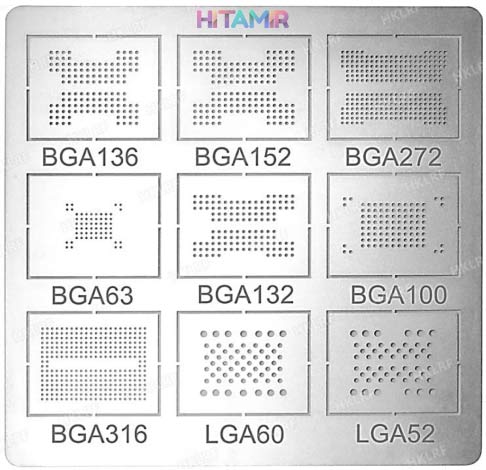
ابتدا نحوه نصب آی سی توسط هیتر در کارگاه های کوچک را مرور می کنیم. ابزارآلاتی که در این بخش مورد نیاز هستند عبارتند از مجموعه شابلون، اسپاتول تخت، خمیر لحیم، روغن لحیم، چسب کاغذی، گیره و لوپ، شابلون ورقی بسیار نازک جنس فلز می باشد که بر روی آن ماتریسی از حفره ای ریز ایجاد شده است. این شبکه از حقره ها طرح ها و تعداد متفاوتی داشته و به شکل پایه های زیر آی سی ها می باشند. هر کارگاه باید مجموعه ای شابلون های متفاوت را داشته باشد تا برای نصب انواع آی سی ها دچار مشکل نشود. معمولا شابلون ها در پک هایی به فروش می رسند که اکثر طرح های عمومی پایه آی را می توانند پوشش دهند.
برای نصب آی سی ها بر روی برد ابتدا باید برای آن ها پایه سازی کرد. هر چند اکثر آی سی هایی که به صورت نو خریداری می شوند دارای پایه می باشند. اما ممکن است آی سی همان دستگاه سالم بوده و فقط نیاز به نصب مجدد داشته باشد. از این رو پایه سازی یکی از مهارت های مورد هر تعمیرکار است.
برای پایه سازی آی سی ابتدا باید سطح زیرین آی سی که پایه ها در آن قسمت قرار می گیرند کاملا تمیز و بدون برجستگی باشند. تمام پایه های باقیمانده از قبل را باید با شدت باد بسیار کم هیتر و نیز فیتیله مسی جمع کنیم.
پس از آماده سازی آی سی مورد نظر باید شابلون را بر آی سی منطبق کرده و از انطباق کامل تمامی پایه ها با شابلون اطمینان حاصل می کنیم. بعد از پیدا شدن شابلون مورد نظر باید شابلون را کاملا تمیز کرد. هیچ گونه آثار پایه سازی قبلی نباید روی شابلون باقی بماند. شابلون را به وسیله هیتر کمی گرم کرده و حرارت می دهیم تا باقیمانده روغن و آلودگی های سطح آن ذوب شود. به وسیله مسواک و تینر هر دو سطح شابلون را کاملا تمیز می کنیم. دقت می کنیم که تمامی سوراخ های روی شابلون باز بوده و هیچ گونه آلودگی در داخل سوراخ ها باقی نمانده باشد. شابلون را خشک کرده و به کنار می گذاریم. سطح ای سی را به روغن لحیم آغشته می کنیم. بهتر است از روغن های خمیری استفاده کنیم. روغن را به وسیله اسپاتول در تمام سطح زیرین آی سی به طور یکنواخت پخش می کنیم. سپس ای سی را با دقت از سمت پشت به شابلون نزدیک کرده و در جای مناسب طوری که تمامی پایه های آی سی با سوراخ های شبکه ای روی شابلون هم ردیف شده و انتطباق پیدا کنند. آی سی را در همان حالت نگه داشته و با چسب کاغذی به شابلون محکم می چسبانیم. در هنگام چسب زدن مراقب باشید که آی سی روی شابلون سر نخورده و جابجا نشود. پس از چسباندن آی به شابلون مجددا انطباق تمامی پایه ها را با سوراخ های شابلون چک می کنیم.
به وسیله اسپاتول روی سطح سوراخ های منتهی به آی سی را با خمیر لحیم پر می کنیم. بهتر است از خمیر نرمتر و مرغوب تر استفاده شود. بوسیله اسپاتول خمیر را به طور یکنواخت در تمامی سطح شابلون پخش کرده طوری که داخل تمام سوراخ های منتهی به پایه های آی سی بر روی شابلون خمیر فرو رفته باشد. خمیر لحیم های اضافی را به وسیله اسپاتول تخت یا کاردک از سطح شابلون بر می داریم.
برای با آخر تمامی سوراخ های شابلون را چک کرده که داخل همه آن ها خمیر لحیم وارد شده باشد. به وسیله کاردک صاف بودن سطح شابلون را چک می کنیم. اگر احیانا یکی از پایه ها مقدار بیشتری خمیر لحیم خورده باشد در پایان کار آن یک پایه از بقیه بلندتر بوده و موقع نصب ای سی مشکل ایجاد خواهد کرد.
بعد از چک نهایی هیتر را روی درجه مناسب تنظیم کرده و با سدت پایین باد به آرامی و به طور یکنواخت تمام سطح شابلون را هیت می گیریم. به محض رسیدن دمای مناسب خمیر لحیم های موجود در سوراخ ها ذوب شده و روغن آن ها بخار می گردد و قلع آن به سطح آی سی متصل می شود. بعد از ذوب شدن تمامی پایه ها هیتر را به آرامی از شابلون دور کرده و کمی صبر می کنیم که لحیم ها از حالت مذاب به جامد تبدیل کردند. قبل از اینکه شابلون به طور کامل سرد شود باید آی سی را از آن جدا کرد. چسب کاغذی پشت آی سی را در آورده و آی را به آرامی از شابلون جدا می کنیم.
اگر آی سی به شابلون چسبیده باشد با حرارت ملایم از جهت پشت ای سی کمی آن را گرم کرده و از شابلون جدا می کنیم. آی سی را مجددا چک می کنیم. تمامی پایه ها باید هم اندازه و محکم به آی سی چسبیده باشند.
برای نصب آی سی بر روی برد باید جای نصب آی سی بر روی برد را نیز کاملا تمیز و عاری از هر گونه لحیم و روغن نماییم. بعد از تمیرکردن برد جهت نصب آی سی را باید مشخص نماییم. هر آی سی باید فقط در یک جهت خاص روی برد نصب گردد. اکثر ای سی ها دارای علامتی در یک گوشه های خود بوده که باید آن علامت را با علامت مشابه بر ور یبرد مطابقت دهیم. آی سی را دقیقا بر سر جای خودش قرار داده طوری که پایه ها تک به تک روی جای خود بر روی برد قرار بگیرند. هیتر را روی دمای مناسب و شدت باد پایین تنظیم کرده و به آرامی بر روی آی سی و به طور یکنواخت می گیریم تا حرارت در تمام سطح آی سی پخش شود. اینکار را آنقدر ادامه می دهیم که دمای آی سی به دمای ذوب پایه ها رسیده و پایه های آی سی به آرامی ذوب شوند. روغن لحیمی که در زیر ای سی و روی برد پخش کرده بودیم باعث یکنواختی لحیم ها می شود. هنگامی که پایه ها همزمان ذوب می شوند ای سی به آرامی به سمت پایین رفته و به برد نزدیک می شود. هیتر را از آی سی دور کرده و صبر می کنیم آی سی خنک شود. پس از سرد شدن آی سی مجددا با استفاده از مسواک و تینر سطح آی سی و برد را تمیز می کنیم.

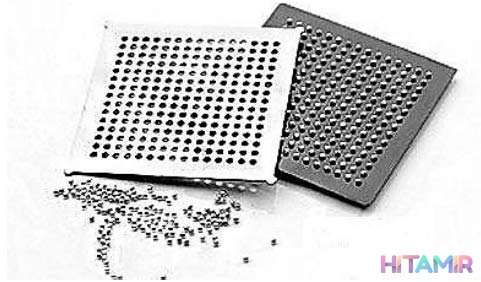
برای نصب ای سی بر روی برد با استفاده از دستگاه BGI به صورت عمومی باید به صورت زیر عمل کنیم. مانند قبل باید آی سی و برد کاملا تمیز کنیم. برای پایه سازی باید شابلون هماهنگ با آی سی را پیدا کرده و شابلون را نیز مانند قبل کاملا تمیز نماییم. به همراه دستگاه BGI محفظه هایی برای پایه سازی آی سی ارائه می شود. محفظه هم اندازه آی سی را انتخاب می کنیم. روی سطح آی سی را مانند قبل روغن لحیم می مالیم و پخش می کنیم. شابلون را روی ای سی به دقت قرارداده طوری که تمام سوراخ های سطح شابلون با پایه های آی سی منطبق شوند. شابلون و آی سی را همانطور به وسیله گیره های مخصوص محکم کرده و داخل محفظه قرار می دهیم ممکن است برخی از مدل ها دارای محفظه هایی با اشکال متفاوت باشند. اما حتما دارای گیره هایی برای اتصال شابلون به آی سی هستند. در این مرحله به جای استفاده از خمیر لحیم و پخش آن به وسیله کاردک، از دانه های ریز ساچمه مانند قلع استفاده می کنیم. به این گلوله های ریز توپ قلع گفته می شود. توپ قلع در سایزهای مختلف تولید می شوند. توپ های قطع با سایز کوچکتر مخصوص آی سی های کوچک و شابلون های با سوراخ های ریز و توپ های بزرگ برای پایه سازی آی سی های بزرگتر می باشند باید با شابلون هایی با شبکه سوراخ های درشت تر بکار برده شوند.

توپ مناسب و هم سایز با سوراخ های شابلون را انتخاب کرده و بر روی شابلون می ریزیم. تمامی توپ ها را در سطح شابلون پخش کرده طوری که تمامی سوراخ های شابلون حتما دارای توپ باشند. توپ هایی که داخل سوراخ ها جا می گیرند به روغن لحیم زیر آن چسبیده و دیگر جابجا نمی شوند. با کمک پنس توپ ها را در تمام سطح شابلون پخش کرده و چک می کنیم که تمامی سوراخ ها دارای توپ باشند. توپ های اضافه را از سطح شابلون جدا کرده و شابلون را در داخل دستگاه BGI قرار داده و در جای مخصوص نصب می کنیم. اهرم هایی برای ثابت نگه داشتن محفظه شابلون در دستگاه BGI تعبیه شده اند که با استفاده از آن ها محفظه شابلون را در جای خود ثابت نگه می داریم.

بخش تابنده اشعه مادون قرمز را دقیقا روی شابلون تنظیم می کنیم. تاباندن اشعه را شروع می کنیم و شاهد ذوب شدن آرام توپ های قلع می شویم. تمامی توپ های قلع همزمان و یکنواخت شروع به ذوب شدن کرده و به سطح زیرین آی سی می چسبند. روغن لحیم نیز به جوش آمده و بخار می شود. تابانیدن اشعه مادون قرمز را به پایان رسانده و شابلون را از گیره های نگهدارنده رها می کنیم. شابلون را از محفظه بیرون آورده و آی سی را از آن جدا می کنیم. می بینیم که تمامی پایه ها به یک اندازه و به طور یکنواخت ساخته شده اند.
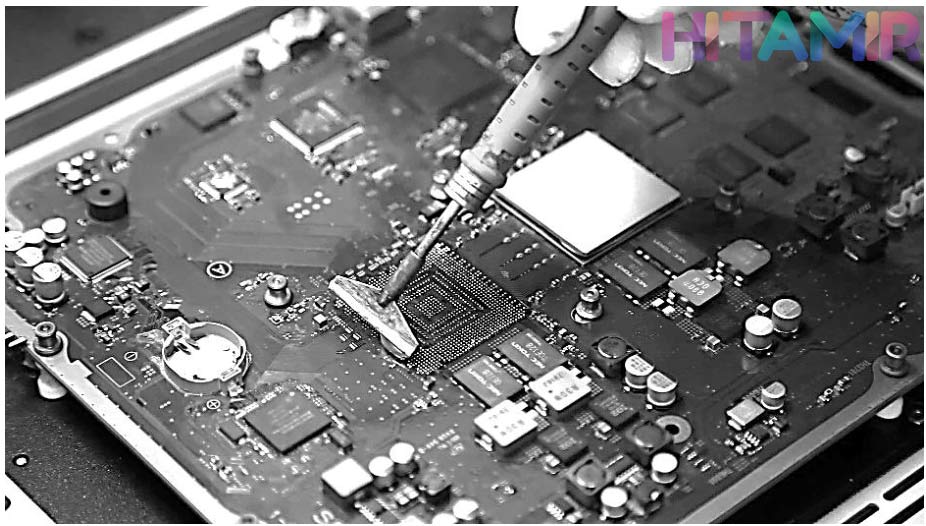
برای نصب ای سی بر روی برد با استفاده از دستگاه BGI مانند قبل باید ابتدا آی سی و سطح برد را کاملا تمیز کنیم. برد را داخل دستگاه توسط گیره های نگهدارنده محکم می کنیم. دقت کنید که برد کاملا افقی و بدون زاویه داخل دستگاه قرار گیرد. جایی که قرار است آی سی در آنجا نصب شود را به روغن لحیم آغشته می کنیم. با استفاده از اسپاتول روغن را به طور یکنواخت پخش می کنیم. جهت آی سی را درست مانند قبل روی برد مشخص کرده و روی محل مورد نظر قرار و بر روی دستگاه قرار داده و آن را محکم می کنیم. در این مرحله توسط مانیتور دستگاه می توان با دقت بسیار بالا تمامی پایه های آی سی را با برد تنظیم کنیم. این کار با استفاده از دوربین های به کار رفته در جاهای مختلف دستگاه و مدل سازی ساختار انواع آی سی ها به صورت مجازی اتفاق می افتد. وقتی که دقیقا جای آی سی مشخص شد می توان تهویه دستگاه را روشن کرده و تاباندن اشعه را آغاز کنیم. می توانیم ذوب شدن پایه ها و چسبیدن آن ها به برد را داخل مانیتور دستگاه که بزرگنمایی شده است ببینیم. به محض اینکه آی سی به برد لحیم شد تاباندن اشعه را متوقف می کنیم. این کار ممکن است توسط خود دستگاه به صورت اتوماتیک نیز انجام شود. برد را از دستگاه جدا کرده و باقیمانده روغن لحیم روی آن را با مسواک و تینر تمیز می کنیم.
برای حرفه ای شدن در کار نصب و جداسازی آی سی بر روی برد نیاز به تمرین زیاد بوده و پیشنهاد می شود بارها بر روی بردهای خراب و غیرقابل استفاده تمرین گردد. عملیات پایه سازی حتما باید توسط انواع مختلف شابلون و بر روی چندین نوع آی سی با اندازه های متفاوت تمرین شود. تا در هنگام کار تعمیر واقعی و نصب و یا جداسازی آی سی و بردهای سالم مهارت کافی توسط تعمیرکار از قبل کسب شده باشد.


